

03
2020
-
04
Can you do tempering?
Quenching and high-temperature tempering: a combined heat treatment process involving quenching and high-temperature tempering.
Quenched-and-tempered parts generally operate under relatively large dynamic loads, subjected to tensile, compressive, bending, torsional, or shear stresses. Some of these parts also experience surface friction and thus require a certain degree of wear resistance. In short, such parts are exposed to various types of combined stresses. These parts primarily serve as structural components in a wide range of machines and mechanisms—such as shafts, connecting rods, studs, gears, and others—and are extensively used in manufacturing industries including machine tools, automobiles, and tractors. In particular, quenching and tempering are even more commonly employed for large components in the manufacture of heavy-duty machinery. Consequently, quenching and tempering occupies a crucial position in the field of heat treatment.
For quenched and tempered parts used in mechanical products, the required performance characteristics vary depending on their specific stress conditions. Generally speaking, all quenched and tempered parts should exhibit excellent overall mechanical properties—specifically, an appropriate balance between high strength and high toughness—to ensure long-term, trouble-free operation of the components.
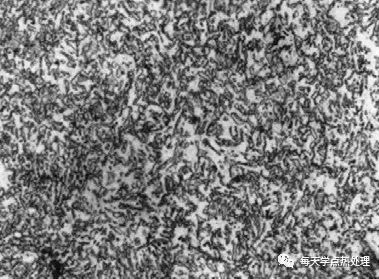
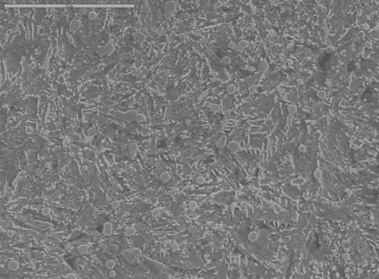
Tempering typically refers to a heat treatment process involving quenching followed by high-temperature tempering, aimed at obtaining tempered sorbite microstructure. The procedure is as follows: First, perform quenching. The quenching temperature should be set as follows: for hypoeutectoid steels, it’s Ac3 plus 30–50℃; for hypereutectoid steels, it’s Ac1 plus 30–50℃; for alloy steels, the quenching temperature can be slightly higher than that for carbon steels. After quenching, perform tempering at temperatures ranging from 500 to 650℃.
Is tempering difficult?
The simplest thing is actually the hardest.
Sometimes it’s just like that—sometimes you need to stick to the rules, and other times you need to be flexible and adaptable. Striking the right “balance” in this regard is really hard to get right.
Now let’s see what the masters at the heat treatment forum have to say:
One: Let me take my experience at a professional heat treatment plant as an example to illustrate the challenges involved in tempering.
1. Many customers provide highly inaccurate material specifications—some delivery notes even explicitly state “carbon steel,” “cold-rolled sheet,” or “spring steel.” It’s truly embarrassing. Every time we encounter such products, we’re left with no choice but to grind sparks and experiment with tempering temperatures before proceeding.
2. Some parts have complex shapes and are at critical dimensions. Coupled with the equipment limitations of each heat treatment facility, if the quenching temperature and quenching medium are not chosen appropriately, cracking or deformation may occur. If the quenching temperature is set too high, cracks are more likely to develop. An improperly selected holding time can exacerbate deformation. Conversely, if the quenching temperature is set too low, in order to maintain sufficient hardness, the tempering temperature must be reduced. Although the hardness may meet the specifications, other microstructural properties may fail to satisfy the requirements outlined in the drawings.
3. While tempering treatment is indeed crucial, it’s just one process in the product manufacturing cycle. While ensuring high quality, you must also keep a close eye on both upstream and downstream stages—paying attention to whether there are any issues with the forging process and whether subsequent machining operations will be convenient. Otherwise, those involved in tempering will come looking for you: the forge will blame your tempering technique as inadequate, while the machinists will complain that your quality isn’t up to par and that the parts are difficult to machine...
4. For some quenched-and-tempered products used in wind power applications or extreme environments, the requirement is for impact toughness at temperatures as low as -30 or -40 degrees Celsius. To be honest, the temperature, holding time, cooling process, and tempering treatment must all reach their optimal conditions. If the material also has defects such as inclusions or segregation, achieving the desired quality becomes even more challenging... Having worked at specialized heat-treatment processing plants for nearly 10 years, I’ve come to realize that whether it’s quenching-and-tempering or other types of quenching processes, as long as you put your heart into mastering the details, meeting the design specifications for product heat treatment isn’t difficult. The real challenge lies in ensuring that every batch and every single part—from the initial sample through to the final batch of components—maintains exactly the same quality level. This is precisely the key factor behind the gap between China’s heat-treatment quality standards and those of foreign countries.
Second: I think as long as the equipment meets the requirements—such as the effective size of the furnace, uniformity of furnace temperature, temperature-control accuracy, quenching delay time, furnace heating rate, heating speed, furnace cooling rate, cooling rate of the quenching medium (including aging level, impurities, and circulation), cleaning quality—and ideally features automated control, with raw materials accompanied by certificates of quality and incoming inspection reports, and workers strictly following the process procedures—then tempering will be a breeze.
Of course, the skill comes naturally when you practice regularly.
3. The tempering process is challenging: including heating temperature, holding time, cooling medium, workpiece shape and size, available equipment, technical requirements, and the actual implementation of the process.
Fourth: In theory, tempering is a process that involves quenching followed by high-temperature tempering to obtain tempered sorbite microstructure. If either of these steps fails to meet the requirements, the resulting tempering outcome will not be ideal, which indeed makes the process quite challenging. Strictly speaking, tempering not only needs to satisfy hardness specifications but also must meet specific metallurgical microstructural criteria. If one were to focus solely on hardness without considering microstructural performance, the difficulty would be considerably reduced—but this approach often leads to poor tempering microstructures.
Fifth: Tempering is indeed an important process step, but to achieve the desired tempering results, we must strictly control every stage of the tempering process—including heating temperature, holding time, cooling medium, tempering temperature, and more! Based on my personal experience, I believe that to truly ensure consistent quality, we must minimize the influence of human factors during production. To guarantee high-quality tempered parts, we should upgrade our tempering production lines—relying entirely on equipment and processes to ensure product quality!
Six: As a pre-heat treatment, tempering offers relatively ample room for maneuvering in terms of accounting for deformation and oxidation. However, it’s extremely difficult to control the quality of tempering! I think the main challenge lies in:
First: Material instability! This is a common issue—when one batch of material passes inspection after a particular process, another batch fails.
The second factor is the influence of the external environment—what you produce in summer looks one way, and what you produce in winter looks entirely different (this is similar to normalizing; the main difference lies in the cooling medium).
The impact of the third piece of equipment—typically used as a preheating treatment—is that most of the workpieces are in their raw state. Consequently, both loading/unloading and operation procedures, including furnace design, tend to be rather crude. The imprecision of the equipment and human carelessness often significantly affect product quality!
7. Taking the crankshaft as an example, let’s discuss the challenges involved in tempering and quenching. Due to the complex geometry of the part, the selection of quenching temperature and quenching medium becomes critical: If the quenching temperature is set too high, cracks may occur; if it’s set too low, the tempering temperature will also drop, resulting in acceptable hardness but failing to meet the specified microstructural performance requirements outlined in the drawings. Adding material selection into the mix would only make the situation even more complicated.
Tempering is not easy, and there’s a lot to learn about tempering—make plenty of notes and accumulate experience.
Discussion
Common issues during tempering:
1. For materials with the same grade, even if their chemical compositions differ, different quenching temperatures must be used.
2. Workpiece shape: For slender rod-shaped parts and thin-walled parts, the amount of deformation during heat treatment is relatively large, resulting in significant post-correction work required.
3. Take 45 steel as an example: its critical quenching size is 9–14 mm. If designers don’t understand heat treatment, they’ll have to perform tempering after machining. They won’t care whether the part cracks after quenching or not; but once it does crack, they’ll immediately criticize your “level of competence” and look down on you.
4. Quenching and tempering of cast parts: Some castings inherently suffer from poor casting quality—porosity, looseness, inclusions, and a host of other casting defects. After quenching cracks appear, they blame you, claiming the cracks were caused by improper heat treatment.
5. Mixing of materials—no doubt, colleagues involved in heat treatment have all encountered this situation: carbon steel and alloy steel were sent for heat treatment without being kept separate.
Case 1
Case material: 40Cr
Type: Conveyor chain plate
Quenching equipment: Custom-made movable quenching tank with air-cooled heat exchanger.
Process route: Forging – Quenching with residual heat – Tempering – Machining – Shipment
Approach: Initially, we considered that this product undergoes significant deformation during forging and is produced on a friction press. The forging cycle time is relatively stable, and there are no major issues with grain size or hardness. Therefore, we opted for forging-to-temper quenching using the residual heat from forging. At the same time, given that the quenching temperature is relatively high and the thermal capacity is substantial, we had been using oil quenching previously, but the on-site environment and safety conditions were consistently difficult to control. As a result, we switched to a water-based PAG-type quenching medium.
Actual results: During final debugging, the hardness, metallographic structure, and grain size all met the specifications. However, a relatively large proportion of quenching cracks appeared—highly regular, with the standard arc-shaped quenching cracks. Throughout this process, we adjusted various parameters, including pre-cooling time, quenching temperature (we tried temperatures ranging from 900 to 780°C), cooling time, and the concentration of the quenching medium. Yet, the problem remained unresolved, leaving us completely puzzled. Eventually, having exhausted all other options, we switched to oil—and the results were 100% satisfactory, with no changes whatsoever in the conditions.
Conclusion: For forging products with significant changes in shape and interface, exercise caution when using quenching media during forging residual-heat quenching; it is advisable to select media with slower cooling rates.
This conclusion may not necessarily be correct, and there might still be some issues that haven’t been fully identified. If anyone is interested, they can help me figure them out.
Case 2
45 steel quenched and tempered
For 45 steel subjected to tempering and quenching, the required hardness is 180-230. The microstructure I obtained was at Grade 1. The quenching was performed at 840°C in salt water, followed by tempering at 660°C. There were no issues whatsoever in terms of microstructure or hardness. However, users reported that machining was extremely difficult—tools tended to stick to the workpiece and wore out rapidly. Later, after adopting subcritical quenching, this problem was essentially resolved.
Experience
Netizen’s Work Experience Sharing
Here are a few examples: In large-scale continuous belt furnaces used for tempering, if forgings are tempered without prior normalizing, the quenching and holding temperature should be set at the lower limit; it’s best to adopt pre-cooling quenching. The quenching temperature and holding time should not be too long—otherwise, the martensite needles will become coarse. For products that have undergone spheroidizing annealing, the quenching and holding temperature during tempering should be set at the upper limit; ideally, quenching should be performed at the same temperature as the holding temperature. The heating time coefficient for quenching should initially be set at the upper limit, and the holding time must be sufficiently long; otherwise, the tensile strength will noticeably drop...
Experience
40cr
40Cr material, 1.2 meters long, 300 mm in diameter, hollow, with a central hole approximately 260 mm in diameter and a wall thickness of about 40 mm. Heat treatment required: Only hardness requirements are specified; no other technical specifications are stipulated.
Equipment: Conventional box furnace (old equipment; some equipment parameters are unclear) +井式 furnace
Process: I have over a decade of work experience, but I haven’t handled this type of material much. At the time, the senior technician simply wanted to perform a straightforward austenitizing treatment, then quench and measure the hardness. Based on the quenched hardness, he would adjust the tempering temperature accordingly, ultimately achieving the required hardness level.
At the time, since he wasn’t sure about it, he came to me for advice. I first listened to his idea: To prevent quenching cracks, we’d directly oil-quench the part, then measure its hardness after quenching and adjust the tempering temperature until it meets the customer’s hardness requirements.
At the time, I made it perfectly clear: No way. At that moment, I dared to ask—what exactly does “tempered” mean? (……)
My recommendation at the time was as follows: Ensure thorough insulation. After the workpiece is removed from the furnace, hook its two ends with U-shaped hooks, then use a crane to lift it. Allow it to cool slowly in air for about 5–10 seconds (adjusting based on the color). Afterwards, quickly immerse it in water (5% alkaline solution), and gently oscillate the crane to act as a stirrer. When the temperature has cooled down to approximately 200–300 degrees, quickly lift the workpiece out of the water and plunge it into oil for cooling.
Cool down until oil starts to separate at the bottom, wipe off any surface oil, and quickly proceed to tempering in a well-type furnace that has already been preheated.
After tempering, the hardness meets the customer’s requirements exactly, and according to customer feedback, they are quite satisfied with its performance.
Experience
Summary
Regarding the chemical composition of a material, even for materials with the same grade, their chemical compositions may differ, necessitating the use of different quenching temperatures.
2. Workpiece shape: For slender rod-shaped parts and thin-walled parts, the amount of deformation during heat treatment is relatively large, resulting in significant post-correction work required.
3. Take 45 steel as an example: its critical quenching size is 9–14 mm. If designers don’t understand heat treatment, they’ll have to perform tempering after machining. They won’t care whether the part cracks after quenching or not; but once it does crack, they’ll immediately criticize your “level of competence” and look down on you.
4. Quenching and tempering of cast parts: Some castings inherently suffer from poor casting quality—porosity, looseness, inclusions, and a host of other casting defects. After quenching cracks appear, they blame you, claiming the cracks were caused by improper heat treatment.
5. Mixing of materials—no doubt, colleagues involved in heat treatment have all encountered this situation: carbon steel and alloy steel were sent for heat treatment without being kept separate.
6. Equipment issue: During tempering, the equipment “runs hot” and the temperature rises. After quenching and tempering, the hardness is low, so we have to re-quench and start all over again.
Experience
Morphological effect
From the perspective of workpiece geometry, spherical workpieces exhibit the strongest ability to withstand quenching; followed by bar-shaped workpieces. Plate-like workpieces, on the other hand, have the weakest ability to withstand quenching. Disc-shaped workpieces should be regarded as having a shape similar to that of plates, and thus also display relatively poor quenching resistance. Even under ideal quenching conditions—such as sufficiently large cooling tanks and ample coolant volume ensuring minimal temperature fluctuations in the quenching bath during the cooling process—large disc-shaped workpieces may achieve a hardness of around 50 HRC at their peripheries. However, in the extensive area from the geometric center toward the periphery, the hardness will inevitably be both uneven and low.
Discussion
What equipment is best for tempering?
1st floor: Generally, furnace tempering is used; the quenching delay time cannot be achieved, and the operation is too slow.
If the batch size is large and the product dimensions meet the requirements, a continuous furnace might be a better choice. It’s crucial to carefully control the time between removal from the furnace and quenching.
Second floor: What you’re referring to as the delay time is probably the excessively long period—from the back chamber to the front chamber and then all the way down into the oil tank, right? This issue does indeed exist, especially for small, thin parts with relatively low packing density in the furnace.
Third floor: Although multi-purpose furnaces have a transfer time, it’s much shorter compared to井式 furnaces. Parts remain free from oxidation and decarburization, and the cooling effect is significantly better, resulting in high part consistency! The quality is remarkably stable, though it’s limited by the cooling medium used. However, the cost of tempering in multi-purpose furnaces is also relatively high.
4th Floor: For large parts, a multi-purpose furnace works well—it provides protection and prevents oxidation and decarburization! For smaller parts, I think a mesh belt is a great choice—especially for parts shorter than 40 mm that don’t exceed the width of the mesh belt.
1. Low cost (compared to multi-purpose furnaces)
2. High output
3. Stable quality
4. Low labor intensity for workers
Fifth floor: Quenching and tempering are performed in a multi-purpose furnace. The heating temperature is the same as that used in conventional furnaces. The advantage is that during protective atmosphere quenching, the workpieces are shielded by the protective gas within the furnace. Under normal conditions, this prevents oxidation and decarburization of the products. The carbon potential of the furnace gas can be set at 0.5. If the carbon potential is too high, carbon deposits will easily accumulate inside the furnace, resulting in waste. Conversely, if the carbon potential is too low, it may affect the carburizing results of the next batch of parts.
6. Equipment issue: During tempering, the equipment “runs hot” and the temperature rises. After quenching and tempering, the hardness is low, so we have to re-quench and start all over again.
Exploring Heat Treatment Manufacturers: The Appeal and Applications of Their Products
Learn about the high-quality products offered by heat treatment manufacturers and their critical applications across various industries.
2025-09-30
Unveiling the Working Principles Behind Heat Treatment Manufacturers
Learn how heat treatment manufacturers operate, understand their working principles, and master the secrets to enhancing material performance.
2025-09-23
Frequently Asked Questions in the Heat Treatment Industry
Learn about common issues faced by heat treatment manufacturers to help you better select and utilize heat treatment services.
2025-09-16
Points to Consider When Selecting a Heat Treatment Manufacturer
Understand the key considerations when selecting a heat treatment manufacturer to ensure high-quality heat treatment services.
2025-09-09
The Diverse Applications of Heat Treatment Manufacturers in Modern Industry
Explore the application scenarios of heat treatment manufacturers across various industries and learn how they enhance product quality and performance.
2025-09-02